Плавление и перенос металла в сварочной дуге
Содержание статьи:

На всю кажущуюся простоту, сварка металла сложный технологический процесс, качество которого зависит от множества факторов. Чтобы научиться хорошо варить важно понимать, какие процессы следуют за инициализацией сварочной дуги и последующим плавлением металла.
Сегодня будет рассмотрен процесс переноса плавящегося металла от электрода в сварочную ванну. Данный процесс происходит очень быстро, так что он малозаметен, даже опытному сварщику. Тем не менее, я рекомендую использовать маски Хамелеон, поскольку именно в них можно удобно и безопасно наблюдать за самим сварочным процессом, не отвлекаясь по пустякам.
Как происходит перенос плавящегося металла
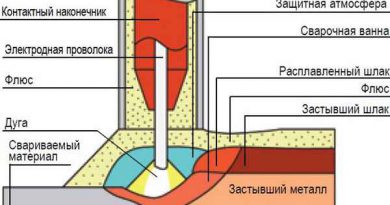
Когда электрод плавится, на его конце образуется капля металла, которая под воздействием силы тяжести стремится упасть вниз. В момент, когда капля касается сварочной ванны, происходит короткое замыкание, что в свою очередь приводит к увеличению сварочного тока и отрыву капли расплавленного металла от электрода.

В этот же момент дуга возникает вновь, однако, уже не между сварочной ванной, а каплей металла. Всё это приводит к разбрызгиванию металла и повторному каплеобразованию. Так происходит заполнение сварочной ванны и процесс сваривания металлов.

Время горения сварочной дуги составляет 0,02-0,05 секунды. При этом продолжительность горения во многом зависит от длины дуги. Чем короче будет сварочная дуга, тем интенсивней и продолжительней будут короткие замыкания. Это всецело влияет на провар металла или, наоборот, на его прожог.
Влияние положения сварки на перенос металла
Следует знать, что от положения сварки напрямую зависят размеры и формы капель расплавленного металла. И если при сварке в нижнем положении металл сам стремится оторваться вниз, то вот при выполнении потолочного шва, сила тяжести всячески препятствует этому.

Размеры капли расплавленного металла также во многом зависят от марки используемых электродов, их толщины и состава обмазки. Повышение сварочного тока уменьшает размер капель и даёт возможность лучшего провара металлов. И наоборот, перенос плавящегося металла крупными каплями не даёт прожечь заготовку, и имеет место на малых токах при сварке тонколистовой стали.
Скорость переноса плавящегося металла в сварочную ванну во многом зависит от воздействия электромагнитного поля. Именно оно оказывает ускоряющее воздействие на сужение капли металла и её отрыв от кончика электрода.
В это время капли металла, которые проходят через сварочную дугу, обволакиваются шлаковой оболочкой. Шлаковая оболочка защищает плавящийся металл от азотирования и окисления, что в свою очередь гарантирует надёжность сварного соединения.

Производительность ручной дуговой сварки во многом зависит от скорости, с которой плавится электрод. При обратной полярности коэффициент расплавления электродного металла несколько больше, чем при прямой полярности. Связано это с тем, что основная температура приходится на электрод, поэтому он плавится, быстрей.
Именно обратную полярность практикуют при сварке тонких металлов, чтобы не прожигать заготовку.