Сварка потолочных швов
Содержание статьи:

Сварка потолочных швов — это многоуровневый и очень тяжёлый процесс, справиться с которым под силу лишь опытному мастеру. Основная сложность таится в том, что сварочный шов находится непосредственно над сварочным мастером, что чревато получением производственных травм различной тяжести. Общие требования по сварочному процессу для потолочных швов и неукоснительное выполнение инструкции позволит не только безопасно выполнить требуемые работы, но и затратить на них минимальные усилия.
Как выполняется сварка потолочных швов электродом
Потолочные швы заваривают исключительно в лежащем положении. Как правило, используются электроды с размерами в диаметре 3 или 4 мм. Угол наклона электродного стержня в сторону сварки составляет от 80 до 90 градусов. Таким образом, шлак стекает вниз, в подварочный шов, и не мешает делать даже в потолочном выражении вдавленные или «нормальные» разделочные валики. Все сварочные работы выполняются исключительно короткой дугой.
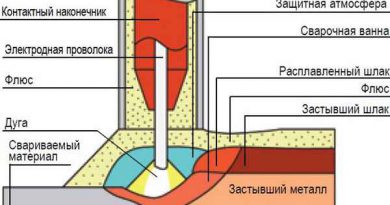
Ещё одной особенностью сварочных работ по потолочным швам является тот факт, что металл с расплавленных концов электрода попадает в сварную ванну по направлению от низа вверх. Из-за этого процесс выполнения работ будет осложняться действием силы тяжести. К тому же, на качество сварного шва могут повлиять пузырьки газов, образующиеся в ванне и поднимающиеся к корням шва, а не на самый верх, как это бывает в обычных условиях.

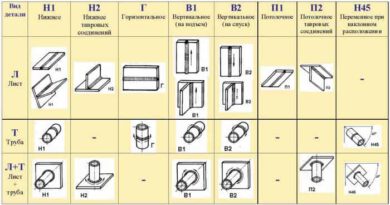
Необходимо заметить, что потолочные швы бывают не только горизонтальными, соединения могут выполняться под углом в 10-80 градусов. Такие швы чаще всего называются полупотолочными, выполнять их можно как ручной, так и сваркой с автоматическими приспособлениями.
Общие требования к сварке потолочных швов
Сварочные работы по потолочным швам могут характеризоваться целым рядом отличительных особенностей, напрямую влияющих на конечный результат. Для того чтобы получить отличный результат даже при производстве потолочных работ, специалисты советуют следовать следующим рекомендациям:
- Для изготовления потолочных швов сила тока сварочного аппарата должна быть несколько выше, чем для тока, используемого при изготовлении вертикальных соединений и пониже тока, нужного для лежащих горизонтально швов;
- Оптимально использовать электроды с размерами в диаметре 3-4 мм;
- Многое будет зависеть и от угла наклона, специалисты рекомендуют нагибать электродный стержень до угла в 80-90 градусов;
- Если необходимо получить вдавленные или «нормальные» валики, сварочные работы необходимо делать с углом в 90 градусов или «углом наружу»;

- Не менее важно и направление сварки. При выполнении стыковых соединений, работу лучше всего производить в свою сторону, это позволит более тщательно контролировать формирование сварного шва, угол наклона электродного стержня и длину дуги;
- Движение электродным стержнем рекомендуется производить «лестницей» или «дугой наружу»;
- Контроль над получаемым швом. Сварщики советуют делать ширину швов в 1-3 диаметрального размера электрода. Если ширина будет больше, то велик риск появления подтёков, перепадов, горбов и подрезов.
Потолочные швы, выполняемые встык
Работы по производству потолочных швов встык выполняются в несколько этапов. Для начала необходимо создать корень шва или ключевой валик. Делать эти операции при потолочном положении, как уже говорилось выше, необходимо электродами с диаметральным размером в 3 мм. Передвигать электродный стержень нужно «лестницей» либо с минимальным количеством манипуляций. Значение тока сварки должно находиться в пределах от минимального до среднего. О том, как правильно выбрать режим сварки, читайте на сайте mmasvarka.ru.
Для изготовления валиков два и три оптимально использовать электроды диаметральным размером в 4 миллиметра. Силы сварочного тока при этом могут быть средними или выше среднего. Для того чтобы снизить риск появления дефектов сварочного шва, при сварке главным образом надо акцентировать внимание на кромке валика, потом спускаться по краю металлического изделия, даже с помощью «лестницы» переключаться на следующую кромку.

Другие пласты валика изготавливаются путём наплавления, при ее выполнении необходимо свести к минимуму любые колебательные движения. При изготовлении переднего пласта потолочного соединения встык необходимо, чтобы величина пустой разделки не превышала 0, 5-2 мм. Если с первого раза не получилось, то фасадный пласт можно изготовить в пару-тройку заходов.
Для получения переднего пласта в единственный заход, с разделкой в миллиметр советуют использовать способ «дугой наружу». Если же глубина разделки превышает один миллиметр и меньше двух, то лучше прибегнуть к способу «лестницы». В том случае если технологический процесс сварки потолочного шва соблюдён в мельчайших подробностях, результатом работы станет опрятный и прочный шов встык.
Наплавка сварочного шва в потолочном положении
Для выполнения наплавки в потолочном состоянии очень важно верно подобрать ток сварки. Электродные стержни должны иметь диаметральный размер в 4 миллиметра. Наплавка требуется осуществлять узкими в полтора-два диаметральных размера электродными стержнями, что делает возможным применение тока для сварки, находящегося в среднем диапазоне.

При этом первый валик кладётся с диаметральным размером электродного стержня в 2-3 мм., методом наваривания в свою сторону. Валики со второго по пятый, лучше всего укладывать с правой стороны на левую или с левой на правую, тут всё зависит от местоположения мастера и валиков. Электродный стержень по отношению к рабочей поверхности должен располагаться, имея угол 70-80 градусов.