Почему не получается варить угловые вертикальные швы
Содержание статьи:

При ручной дуговой сварке для наплавления металла используют электрод. Вследствие разряда, который возникает между электродом и заготовкой образуется дуга, которая плавит металлы.
Образующаяся зона сплавления между заготовками называется сварным швом. В зависимости от положения заготовки, техника сварки может меняться.
Самыми простыми в сварке считаются горизонтальные швы. К наиболее трудным относятся вертикальные, так как под своим весом металл стремится вниз и его приходится удерживать.
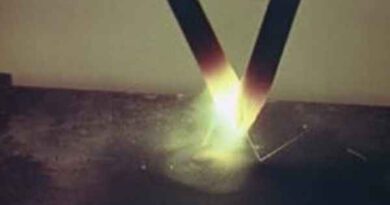
Поэтому у многих не получается варить вертикальный угловой шов, о сварке которого мы поговорим в этой статье. Вы сможете узнать, как варить угловые вертикальные швы. Как не допускать ошибок, и что нужно обязательно учитывать.
Почему не получается варить угловые вертикальные швы
Если не получается варить вертикальные угловые швы, то, как правило, существует пять основных причин:
- Маленький или большой сварочный ток;
- Неправильный угол наклона электрода;
- Длинная сварочная дуга;
- Неумение различать сварщиком сварочную ванну от шлака.

Последний пункт самый важный, поскольку если вы не умеете отличать шлак от металла, то у вас навряд ли что-то получится нормальное в сварке. Рекомендуется, чтобы исключить ошибки в дальнейшем, в первую очередь научиться видеть, где шлак, а где металл.
Маленький и большой ток при сварке
Если всё равно не получается варить вертикальные угловые швы, то причин этому остается две — маленький или большой сварочный ток. При сварке с отрывом на маленьком токе, металл не будет достаточно хорошо прогреваться. В итоге нет проплавления, наплавленный металл просто прилипнет к заготовкам, которые развалятся при ударе молотком при отбитии шлака.

Признаки сварки угловых вертикальных швов на маленьком токе:
- Непровары;
- Большое количество шлака;
- Слабая сварочная дуга.
Многие сварщики при сварке вертикальных швов рекомендуют понижать ток на 5-10А от рекомендуемого. Однако чаще всего из-за этого и начинают возникать проблемы, связанные с непроварами и т. д. Поэтому сварочный ток рекомендуется подбирать экспериментальным путем, поскольку здесь всё во многом зависит, как от напряжения в сети, так и от самого сварочного аппарата, а также, используемых электродов для сварки.

Если сварочного тока, наоборот, слишком много, то металл начнёт стремительно стекать вниз. Из-за этой причины возникает не менее распространённая проблема, такая как подрезы в сварке. Подрез — это канавка в основном металле, которая образуется по краям сварного шва.
Признаки сварки угловых вертикальных швов на большом токе:
- Слишком много наплавленного металла;
- Подрезы и наплывы сварного шва;
- Обильное подтекание металла вниз.
Поэтому при сварке угловых вертикальных швов важно придерживаться следующих правил. Во-первых, правильно настроить сварочный ток, это залог выполнения качественного сварного соединения.

Во-вторых, варить нужно с отрывом снизу-вверх. Таким образом, наплавленный снизу металл будет играть роль «подставки». При сварке электродом следует делать небольшие поперечные движения из стороны в стороны, обязательно при этом выдерживая короткую сварочную дугу.